Titaniumlegeringer og nikkelbaserede superlegeringer anvendes i vid udstrækning i luftfartsindustrien på grund af deres høje mekaniske styrke, korrosionsbestandighed og termiske stabilitet under ekstreme driftsforhold.
Despite their advantages in service, these materials present significant machining challenges that directly affect tool life, surface integrity, and overall process stability.
Anvendelsesviden udviklet af ISCARs ingeniørteams samt ISCARs skæreværktøjsteknologier håndterer de dominerende slidmekanismer, varmeudvikling og vibrationer.
Fokus ligger på at opnå forbedret værktøjslevetid, dimensionsstabilitet og proces-effektivitet i produktionsmiljøer inden for luftfartsindustrien.
Luftfartskomponenter fremstilles ofte af materialer, der er specielt udviklet til at fungere under høje mekaniske belastninger, forhøjede temperaturer og krævende miljøforhold.
Titaniumlegeringer og nikkelbaserede superlegeringer muliggør høje styrke-til-vægt-forhold og fremragende termisk modstandsdygtighed, hvilket gør dem uundværlige til strukturelle komponenter, motordele og andre kritiske samlinger.
Disse egenskaber medfører dog samtidig dårlig maskinbearbejdelighed sammenlignet med konventionelle stål- eller aluminiumlegeringer.
Lave materialfjernelseshastigheder, accelereret værktøjsslid og strenge kvalitetskrav bidrager væsentligt til de samlede produktionsomkostninger, især ved bearbejdning af højt værdiansatte luftfartskomponenter.
Titaniumlegeringer såsom Ti 6Al-4V kendetegnes ved lav termisk ledningsevne, cirka en sjettedel af stålets, hvilket medfører, at den varme, der genereres under skæring, koncentreres ved værktøj–emne-grænsefladen.
Denne lokale varmeophobning accelererer flankeslid og kan føre til plastisk deformation af skærekanten.
Titanium udviser desuden stærk kemisk affinitet over for skæreværktøjsmaterialer, hvilket øger tendensen til dannelse af ophobet skær og materialeadhæsion, især ved lavere skærehastigheder.
For at imødegå disse udfordringer anvender ISCAR fintkornede hårdmetalbaser og avancerede PVD-belægninger på tværs af værktøjsfamilier såsom HELIDO, CHATTERFREE og massive hårdmetalfræsere, som er designet til at opretholde skærekantens stabilitet samtidig med at friktion og varmeudvikling minimeres.
Nikkelbaserede superlegeringer udgør et anderledes, men lige så udfordrende sæt af bearbejdningsforhold. Disse materialer bevarer høj styrke ved forhøjede temperaturer og udviser markant hærdning under plastisk deformation.
Ved maskinbearbejdning medfører dette øgede skærekraft, hurtig hærdning af materialet foran skærekanten samt aggressive slidmekanismer såsom hakslid, diffusionsslid og kraterslid.
Skærehastigheder begrænses typisk for at kontrollere varmeudviklingen, hvilket yderligere påvirker produktiviteten.
ISCAR håndterer disse forhold med forstærkede indsatsgeometrier og termisk stabile belægninger, som findes i dreje- og fræsesystemer såsom SUMOTEC, HELITURN og LOGIQTURN, der er designet til at sikre forudsigeligt slid under længerevarende skærecyklusser.
Maskinbearbejdningsprocesser for luftfartskomponenter skal opfylde krævende krav, der rækker ud over blot dimensionsnøjagtighed.
Typiske tolerancer ligger ofte inden for ±5 til ±10 mikrometer, mens overfladekvaliteten skal kontrolleres for at undgå mikrosprækker, tilsmurt materiale eller trækspændinger, som kan kompromittere komponentens udmattelsesstyrke.
Mange luftfartskomponenter har tynde vægge, komplekse geometrier eller afbrudte snit, hvilket alle øger følsomheden over for vibrationer og værktøjsbøjning.
ISCARs skær med variabel tandafstand og variabel helixvinkel, anvendt i fræsefamilier såsom CHATTERFREE og HELIMILL, er specielt designet til at dæmpe chatter og forbedre processtabiliteten under disse forhold.
Skæreværktøjsbaser, der anvendes ved maskinbearbejdning i luftfartsindustrien, skal balancere hårdhed og brudsejhed for at kunne modstå høje mekaniske og termiske belastninger samtidig med, at skærekanten modstår afskalning.
Fintkornede hårdmetalkvaliteter vælges ofte for at give tilstrækkelig slidbestandighed uden at gå på kompromis med sejheden, især under afbrudte eller ustabile skæreforhold.
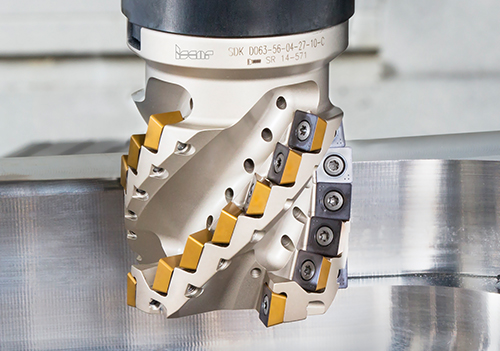
For titanium- og nikkelbaserede superlegeringer anvendes PVD-belægninger (Physical Vapor Deposition), udviklet under ISCARs SUMOTEC-teknologi, ofte på grund af deres stærke vedhæftning, termiske stabilitet og evne til at reducere friktion ved værktøj–spångrænsefladen (Fig. 1).
Disse belægninger fungerer som en termisk barriere, hvilket nedsætter varmeoverførslen til skæreværktøjet og bidrager til mere forudsigelige slidmønstre.
Ved fræseoperationer anvendes skær med variabel tandafstand og variabel helixvinkel for at bryde harmoniske frekvenser og reducere chatter, hvilket er særligt vigtigt ved bearbejdning af tyndvæggede luftfartskomponenter.
Ved titaniumbearbejdning anvendes høj-fremføringsfræsestrategier med værktøjer såsom HELIMILL HFM, som tillader reduceret radial indstik kombineret med højere fremføring pr. tand, hvilket nedsætter skærekraften og begrænser varmeudviklingen.
Ved fræsning af nikkelbaserede superlegeringer lægges der vægt på stabil skæreindtrængning og ensartet spåntykkelse for at minimere lokaliseret slid, især i overgangszoner ved skæredybde, hvor hakslid er mest sandsynligt.
Dreje- og afskæreoperationer for luftfartslegeringer kræver stive indsatsgeometrier og sikre fastspændingssystemer for at håndtere høje skærekrafter og termiske belastninger.
ISCARs drejesystemer såsom HELITURN, JETCUT og LOGIQTURN er designet med solid indsatsfastgørelse og optimerede skærekantsforberedelser for at sikre stabil skæring. Effektiv spånkontrol er kritisk, især ved titaniumbearbejdning, hvor lange, kontinuerlige spåner kan forstyrre skæreområdet og beskadige emnet eller værktøjet.
Ved drejning af superlegeringer spiller indsatsgeometri og skærekantsforberedelse en central rolle i at kontrollere hakslid og forlænge værktøjets brugstid under lange, kontinuerlige skær.
Boreoperationer (Fig. 2) udgør en kritisk del af maskinbearbejdning i luftfartsindustrien, da borekvaliteten direkte påvirker samlingsintegritet og komponentens udmattelse.
ISCARs boreløsninger såsom SUMOCHAM og LOGIQ-3-CHAM samt indsatsbore-systemer som DR TWIST og TRIDEEP tilbyder optimerede spidsgeometrier og intern kølevæsketilførsel for at forbedre spånevakuering og reducere termisk belastning ved skærekanten.
Disse løsninger sikrer ensartet borekvalitet på tværs af et bredt udvalg af luftfartsmaterialer og komponentgeometrier.
Værktøjslevetid ved maskinbearbejdning i luftfartsindustrien styres af et komplekst samspil mellem skæreparametre, værktøjsgeometri, kølevæsketilførsel og maskinværktøjets stivhed.
Produktionsdata og empiriske studier viser konsekvent, at relativt små reduktioner i skærehastighed, ofte i størrelsesordenen 10–20 procent, kan medføre betydelige forbedringer i værktøjslevetid ved bearbejdning af nikkelbaserede superlegeringer, uden en tilsvarende stigning i cyklustiden.
ISCARs værktøjsstrategier lægger vægt på forudsigeligt og gentageligt slid frem for maksimal teoretisk værktøjslevetid, da forudsigelighed forenkler planlægning af værktøjsskift og reducerer risikoen for pludselig værktøjsfejl på højt værdiansatte komponenter (Fig. 3).
I et produktionsmiljø, hvor titaniumstrukturelle komponenter til luftfartsassemblies bearbejdes, blev der observeret overdreven flankeslid og ujævn overfladekvalitet under periferfræsning.
Ved at anvende en ISCAR-fræser med variabel helix, optimere valg af belægning og justere skæreparametre, blev værktøjslevetiden øget med mere end 30 procent.
Overfladeruhedsværdier blev reduceret til inden for specifikationsgrænserne, hvilket resulterede i forbedret processtabilitet, mindre spild og færre indgreb fra operatøren.
Integrationen af digitale værktøjsbiblioteker med CAM-systemer spiller en stadig vigtigere rolle i procesplanlægning inden for luftfartsindustrien.
ISCARs digitale værktøjsplatforme leverer standardiserede værktøjsdata, som understøtter ensartet værktøjsvalg og parameterdefinition, reducerer opsætningsvariation og forkorter procesudviklingscyklusser.
Simulerings- og verifikationsværktøjer gør det desuden muligt at evaluere og optimere skærestrategier, inden de implementeres på produktionsgulvet, hvilket reducerer risikoen ved bearbejdning af højt værdiansatte luftfartskomponenter.
Forbedret værktøjslevetid og stabile maskinbearbejdningsprocesser bidrager direkte til lavere spildprocenter og reduceret energiforbrug pr. komponent.
På grund af de høje omkostninger ved råmaterialer til luftfartsindustrien kan selv marginale reduktioner i spild medføre betydelige økonomiske fordele.
Effektive maskinbearbejdningsstrategier understøtter også bæredygtighedsmål ved at minimere materialespild og maksimere udnyttelsen af værktøjer.
Maskinbearbejdning af titanium- og nikkelbaserede superlegeringer til luftfartsapplikationer kræver nøje tilpasning af materialeadfærd, værktøjsteknologier og skærestrategier.
Datadrevet værktøjsvalg og procesoptimering, understøttet af ISCARs luftfartsfokuserede værktøjsportefølje, muliggør målbare forbedringer i værktøjslevetid, overfladekvalitet og procespålidelighed.
ISCARs strategier giver en teknisk ramme for at håndtere de iboende udfordringer ved maskinbearbejdning af luftfartslegeringer, samtidig med at der opretholdes overholdelse af strenge kvalitets- og ydelseskrav