In der modernen metallzerspanenden Industrie ist Hartmetall zum am häufigsten eingesetzten Schneidstoff geworden. Im Vergleich zu herkömmlichem Hochleistungsschnellarbeitsstahl bietet Hartmetall eine deutlich höhere Härte, Abriebfestigkeit und Warmfestigkeit. Dadurch werden wesentlich höhere Schnittgeschwindigkeiten ermöglicht, was zu höheren Abspanraten und einer gesteigerten Produktivität führt.
Fortschritte in der Beschichtungstechnologie, bei der eine dünne Schicht eines Beschichtungswerkstoffs mit einer Mikrohärte oberhalb der von Hartmetall aufgebracht wird, haben das natürliche Verhältnis zwischen Härte und Zähigkeit bei Schneidstoffen grundlegend verändert. Beschichtetes Hartmetall weist bei gleicher Zähigkeit eine höhere Verschleißbeständigkeit auf als unbeschichtetes Hartmetall. Diese Verbesserung hat zusätzlich zu Produktivitätssteigerungen beigetragen. Heute basiert die Mehrzahl der Hartmetallwerkzeuge – sowohl Vollhartmetallwerkzeuge als auch Werkzeuge mit Wendeschneidplatten – auf beschichtetem Hartmetall als primärem Schneidstoff für die Schneidkanten.
In den letzten Jahren steht die metallzerspanende Industrie jedoch vor einer neuen Herausforderung: den deutlich steigenden Preisen für wolframhaltige Werkstoffe. Für diesen Preisanstieg gibt es eine Vielzahl -häufig miteinander verknüpfter- Gründe, die größtenteils auf wirtschaftliche und politische Faktoren zurückzuführen sind. China ist beispielsweise der wichtigste Wolframlieferant und steht für rund 80 % der weltweiten Produktion. Daher wirken sich Änderungen in der chinesischen Exportpolitik oder bei Vorschriften zu mineralischen Rohstoffen unmittelbar preistreibend aus. Zusätzlich besteht eine deutlich höhere Wolframnachfrage aus anderen Industriezweigen, insbesondere aus der Elektronik sowie aus der Luft- und Raumfahrt- und Verteidigungsindustrie. Die aktuelle geopolitische Lage und logistische Störungen in der Lieferkette tragen ebenfalls zu steigenden Preisen bei.
Dieser Preisanstieg beeinflusst Investitionen in Werkzeuge und führt zu einem höheren Anteil der Zerspanungswerkzeugkosten an den gesamten Bearbeitungskosten. Unter diesen Bedingungen suchen Bearbeitungsbetriebe nach Möglichkeiten, werkzeugbezogene Ausgaben zu reduzieren, und ziehen häufiger alternative Bearbeitungsansätze in Betracht. Gleichzeitig ist zu berücksichtigen, dass Zerspanungswerkzeuge trotz ihres relativ geringen Anteils an den gesamten Bearbeitungskosten ein wirkungsvolles Mittel zur Steigerung der Produktivität und damit zur Senkung der tatsächlichen Fertigungskosten darstellen können. Die neue Herausforderung für Werkzeughersteller besteht daher darin, kosteneffiziente Lösungen bereitzustellen, die den Schwierigkeiten infolge des starken Anstiegs der Wolframpreise auf dem Weltmarkt begegnen. Letztlich sind Kosteneffizienz und die Erzielung eines optimalen Nutzens entscheidend.
Unter diesen Bedingungen legt die metallzerspanende Industrie einen stärkeren Schwerpunkt auf die Wirtschaftlichkeit von Zerspanungswerkzeugen und sucht nach Möglichkeiten, deren Preis-Leistungs-Verhältnis zu verbessern. Einerseits erfordert dies konsequenterweise den Einsatz fortschrittlicher Technologien, die Überarbeitung bestehender Prozesse, die Einführung wirksamerer Bearbeitungsstrategien sowie ein verbessertes Werkzeugmanagement in der Fertigung. Andererseits erwartet die Industrie von den Werkzeugherstellern eine angemessene Antwort – insbesondere darauf, wie sie mit den steigenden Wolframpreisen umgehen.
Welche Möglichkeiten haben Werkzeughersteller also, um dieser Herausforderung zu begegnen? Es gibt mehrere mögliche Ansätze.
Alternative harte Schneidstoffe
Ein Ansatz ist der erweiterte Einsatz alternativer harter Schneidstoffe wie Cermets und Keramiken. Diese Werkstoffe bieten gegenüber Hartmetall erhebliche Vorteile, da sie eine höhere Härte und eine größere Hitzebeständigkeit aufweisen. Ihre Anwendung wird jedoch durch mehrere Faktoren begrenzt: Sie sind spröder, weniger zäh und empfindlicher gegenüber instabilen Zerspanungsbedingungen.
Extraharte Schneidstoffe wie kubisch kristallines Bornitrid (CBN) und polykristalliner Diamant (PKD) bieten eine ausgezeichnete Verschleißbeständigkeit, sind jedoch sehr teuer. Darüber hinaus ist ihr Anwendungsbereich im Vergleich zu Hartmetall weniger breit: CBN wird vorwiegend für die Bearbeitung gehärteter Stähle, Gusseisen und hochhitzebeständiger Legierungen eingesetzt, während PKD hauptsächlich für die Zerspanung von NE-Werkstoffen wie Aluminium, Kupferlegierungen und Verbundwerkstoffen geeignet ist.
Fortschrittliche Beschichtungen
Eine zweite Strategie ist die Entwicklung verschleißbeständiger Schutzbeschichtungen. Innovationen auf diesem Gebiet haben es ermöglicht, neu entwickelte beschichtete Hartmetallsorten mit erhöhter Standzeit zu realisieren. Darüber hinaus können modernste Beschichtungen selbst bei Hartmetallsorten mit reduziertem Wolframcarbidanteil die gleiche Standzeit aufrechterhalten. Allerdings erfordert der Einsatz neuester Beschichtungstechnologien spezielle Anlagen und Verfahren, was zu zusätzlichen Fertigungskosten führt und sich wiederum auf den Endpreis der Werkzeuge auswirken kann.
Optimiertes Werkzeugdesign
Eine weitere Lösung zur Bewältigung dieser Herausforderung ist die Optimierung des Werkzeugdesigns. So ermöglicht beispielsweise der Einsatz von Baukasten-Werkzeugkonzepten mit austauschbaren Hartmetall-Schneidteilen eine rationellere Nutzung des Hartmetallwerkstoffs und erhöht zugleich Flexibilität und Effizienz. Ebenso tragen Wendeschneidplattenformen, die die Anzahl der auswechselbare Schneidkanten maximieren, dazu bei, Standzeit und Werkstoffnutzung zu verbessern.
In der Praxis werden Wendeschneidplatten häufig bei wesentlich geringeren Schnitttiefen eingesetzt, als ihre maximale Kapazität zulässt. Darüber hinaus ermöglichen moderne Verfahren zur Werkstückherstellung – etwa Präzisionsguss, Schmieden und Spritzgießen – die Fertigung von Werkstücken, die dem endgültigen Bauteilprofil bereits sehr nahekommen. Dadurch wird die während der Bearbeitung abzutragende Materialmenge reduziert. Infolgedessen steigt die Nachfrage nach Werkzeugen, die mit kleineren Wendeschneidplatten bestückt sind. Die Miniaturisierung der WSP-Größe bietet eine wertvolle Möglichkeit, Wolfram einzusparen. Und selbstverständlich trägt die kontinuierliche Entwicklung optimierter Schneid- und Spanbrechergeometrien dazu bei, die Bearbeitungseffizienz zu erhöhen, die Standzeit zu verlängern und damit den Wolframverbrauch zu senken.
ISCAR-Innovationen
Vor diesem Hintergrund spricht das Sortiment von ISCAR, einem der führenden Werkzeughersteller, für sich und ist von besonderem Interesse.
ISCARs MULTI-MASTER ist eine Familie von modularen Werkzeugen mit austauschbaren Hartmetall-Schneidköpfen (Abb. 1), die seit Beginn dieses Jahrhunderts auf dem Markt ist. Sie ist ein hervorragendes Beispiel für Kosteneffizienz und Vielseitigkeit. Das Familienkonzept, bei dem ein einzelner Werkzeugkörper – in der MULTI-MASTER-Terminologie als Schaft bezeichnet – eine Vielzahl von Köpfen aufnehmen kann und jeder Kopf mit mehreren Schäften kompatibel ist, spart nicht nur Hartmetall, sondern ermöglicht auch optimierte Werkzeugkonfigurationen, die auf spezifische Bearbeitungsoperationen abgestimmt sind. Dieses System vereinfacht kundenspezifische Anpassungen, reduziert den Bedarf an Sonderwerkzeugen und minimiert den erforderlichen Werkzeugbestand.
Bei der Bohrbearbeitung verwenden die SUMOCHAM-Bohrerfamilie und ihre abgeleiteten Varianten ein ähnliches Konstruktionsprinzip: ein modulares Werkzeug mit austauschbarem Hartmetall-Schneidkopf. Ein Kopf kann auf Bohrkörper mit unterschiedlichen Auskraglängen montiert werden, wodurch entsprechend der erforderlichen Bohrtiefe, die jeweils am besten geeignete Werkzeugauswahl gewährleistet wird. Der Einsatz austauschbarer Köpfe reduziert den Bedarf an einem großen Bohrerbestand. Die Weiterentwicklung der SUMOCHAM-Familie hat dazu geführt, dass dieses Prinzip auch auf das Aufbohren übertragen wurde.
Beide Produktreihen, MULTI-MASTER und SUMOCHAM, verfügen über eine äußerst stabile Kopfklemmung, die das dynamische Verhalten sehr nahe an das eines Vollhartmetallwerkzeugs heranführt – oder diesem sogar entspricht. Darüber hinaus lösen diese Produkte eine häufige Herausforderung in der Bearbeitung: den zeitaufwendigen Wechsel verschlissener Werkzeuge. Bei diesen Werkzeugfamilien muss lediglich der Kopf gewechselt werden, was schnell und ohne zusätzliche Rüstvorgänge erfolgen kann. Dieses NO-SETUP-TIME-Designkonzept ermöglicht den Kopfwechsel, ohne das Werkzeug aus der Maschinenspindel zu entnehmen, wodurch Maschinenstillstandszeiten deutlich reduziert und zusätzlicher Nutzen geschaffen werden.
Durch die Anwendung des Wendeschneidplattenkonzepts auf Miniaturwerkzeuge sowie auf Werkzeuge für die Bearbeitung mit geringen Schnitttiefen hat ISCAR eine breite Produktvielfalt entwickelt, insbesondere im Bereich Fräsen. Das Portfolio des Unternehmens umfasst Familien wie MICRO-3-FEED (Abb. 2) für effizientes Hochvorschubfräsen (HFM) sowie jüngste Ergänzungen der beliebten HELITANG- und HELI-3-MILL-Linien mit Fräsern mit Mini-Wendeschneidplatten für das Eckfräsen – neben weiteren Lösungen. Bemerkenswert ist, dass viele dieser Fräser mit kleinem Durchmesser als aufschraubbare Fräsköpfe ausgeführt sind und auf MULTI-MASTER-Schäfte montiert werden können. Dadurch wird der Anwendungsbereich beider Produkttypen erheblich erweitert. Zusätzlich verfügen einige Fräsköpfe über eine Gewindeschnittstelle zur Klemmung mit ISCARs multifunktionalem, modularen FLEXFIT-System, was einen weiteren Mehrwert bietet.
Im Bereich Drehen wurde die LOGIQ-4-TURN-Familie um Werkzeuge mit einer kleineren Wendeschneidplatte in Größe 06 erweitert (Abb. 3). Diese doppelseitige Schneidplatte nutzt Hartmetall effizient, indem sie vier positive Schneidkanten bietet, und eignet sich je nach Werkzeugausführung sowohl für die Schraubklemmung als auch für die Kniehebelklemmung. Diese intelligente, kostensparende Lösung ist besonders vorteilhaft für Drehbearbeitungen von Miniaturteilen auf Langdrehmaschinen und kompakten Drehmaschinen.
Für ISO-Drehanwendungen, bei denen Schnitte deutlich geringer sind als die maximale Schnitttiefe standardisierter ISO-Wendeschneidplatten, hat ISCAR die FLASH-TURN-Werkzeugfamilie mit kleineren Wendeschneidplatten entwickelt. Diese Option zur Reduzierung der Werkzeugkosten beim ISO-Drehen ist darauf ausgelegt, die Schneidkantennutzung zu maximieren und die Kosten pro Teil zu senken, während die Leistung erhalten bleibt.
Im Bereich Abstechen und Einstechen zeigen DO-GRIP-Produkte mit schmalen, reversiblen Schneideinsätzen (Abb. 4) großes Potenzial. Diese bieten zwei indexierbare Schneidkanten und ermöglichen sehr präzise Abstiche mit geringer Schnittbreite von 0,8 bis 1,2 mm. Diese materialsparenden Eigenschaften gewährleisten eine wirtschaftliche Nutzung sowohl des Hartmetalls als auch des Werkstückstoffs, insbesondere beim Abstechen von Rohren oder dünnwandigen Bauteilen.
Das Design von Schneideinsätzen mit mehreren Schneidkanten bietet eine erhebliche Kosteneffizienz. Als bewährte „klassische“ Strategie zur Maximierung der Nutzung des Schneidstoffs wird dieser Ansatz von Werkzeugkonstrukteuren eingesetzt, wann immer es möglich ist. Unter den neuesten ISCAR-Innovationen ist eine neue Ergänzung der PENTACUT-Familie – einer Reihe von Abstech- und Einstechwerkzeugen mit sternförmigen Schneideinsätzen – besonders erwähnenswert. Die neue Ausführung verfügt über kleine Schneideinsätze mit einem Kreisdurchmesser von 17 mm und einer Schnittbreite von 1,5 bis 2,5 mm. Die Mini-PENTA-Produkte bieten klare Kostenvorteile: fünf Schneidkanten sowie die Möglichkeit, schmale Einstiche durchzuführen. Dadurch wird der Materialverlust beim Einstechen und Abstechen von Werkstücken mit kleinem Durchmesser minimiert.
Multifunktionale Werkzeuge ermöglichen die Durchführung unterschiedlicher Bearbeitungsoperationen mit einem einzigen Werkzeug. Solche „ALL-IN-ONE“-Lösungen sind ein wesentliches Mittel zur Reduzierung der Kosten bei der Metallzerspanung und zur Steigerung der Rentabilität. QUICK-D-MILL-Wendeschneidplattenwerkzeuge, die Fräs- und Bohrfunktionen kombinieren, demonstrieren die Wirksamkeit eines multifunktionalen Designs besonders deutlich. Der Multifunktions-Bohr-Nutenfräser, bestückt mit zwei Wendeschneidplatten, bilden den Kern des QUICK-D-MILL-Konzepts (Abb. 5). Jede WSP verfügt über vier Schneidkanten und kann sowohl für das Zentrumsschneiden als auch für das Umfangsschneiden eingesetzt werden. Dadurch wird die Nutzung optimiert, die Anzahl der Schneidenwechsel reduziert und die Kosten werden gesenkt.
Beim Bohren arbeitet der Fräser mit einem effektiven Zahn, während das Fräsen mit zwei effektiven Zähnen erfolgt, was einen erheblichen funktionalen Vorteil bietet. Die neuen Schaftfräserausführungen sind in Durchmessern von 16 bis 32 mm erhältlich und stellen damit leistungsfähige, kosteneffiziente Wettbewerber zu Vollhartmetallwerkzeugen dar. Für zusätzliche Vielseitigkeit ist außerdem eine MULTI-MASTER-Schnittstelle verfügbar, mit gezielter innerer Hochdruck-Kühlmittelzufuhr.
Steigende Wolframpreise stellen die metallzerspanende Industrie vor Herausforderungen und zwingen Hersteller dazu, kosteneffizientere Lösungen für Zerspanungswerkzeuge zu finden, ohne dabei die Produktivität zu beeinträchtigen. Innovative Ansätze, wie sie ISCAR bietet, konzentrieren sich zunehmend darauf, die Ausbringung zu maximieren und die Werkzeugkosten als Antwort auf diese Anforderungen zu reduzieren.
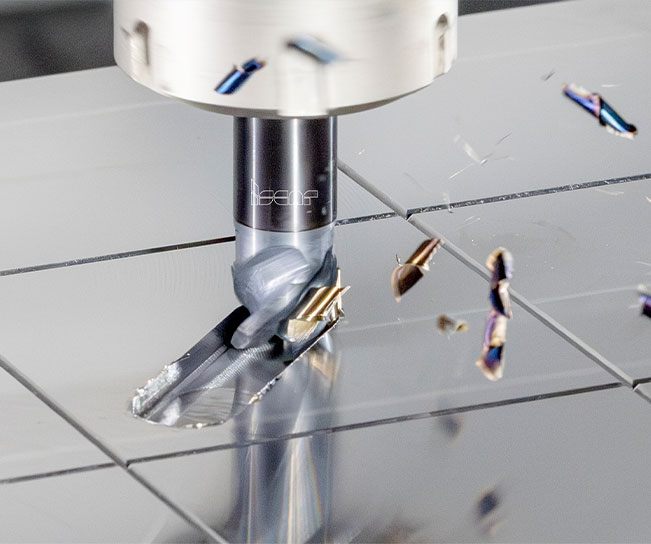 Abb.1
Abb.1
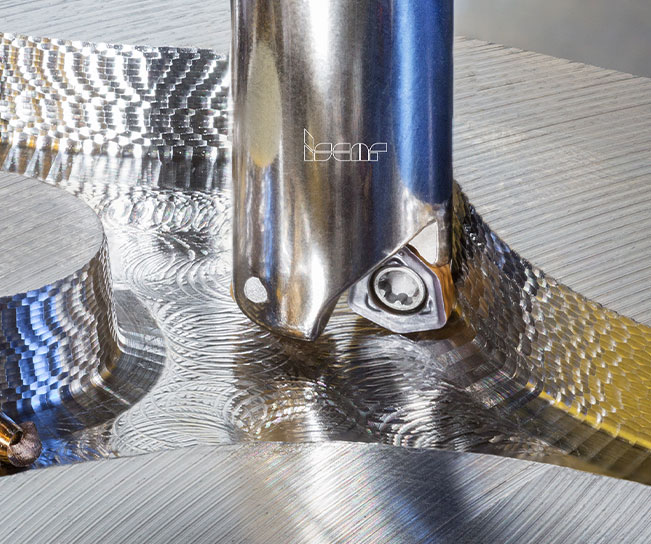 Abb.2
Abb.2
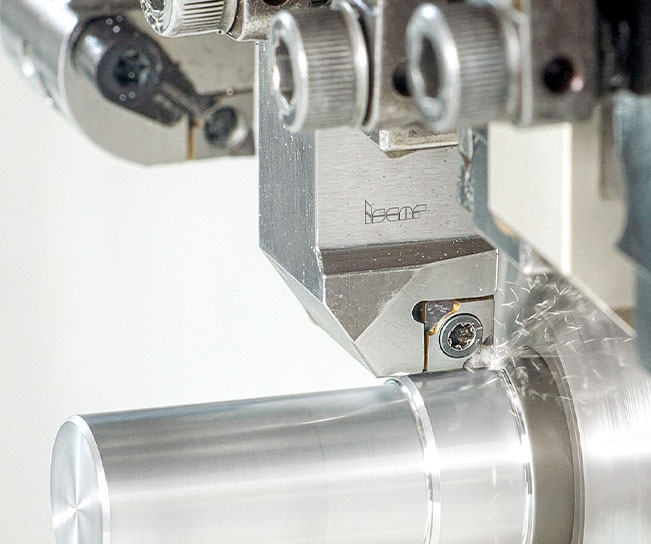 Abb.3
Abb.3
 Abb.4
Abb.4
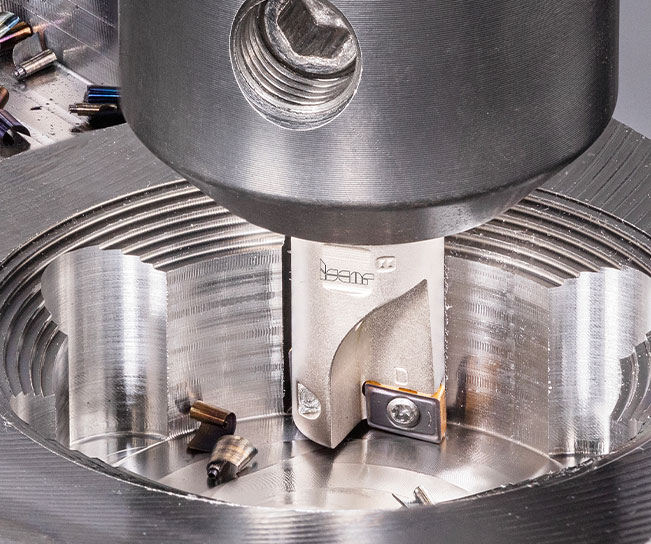 Abb.5
Abb.5