La producción de conexiones roscadas es una aplicación común en la industria metalemecánica. La mayor parte de la industria metalmecánica produce piezas que se caracterizan por roscas externas o internas, desde pequeños tornillos dentales hasta las grandes juntas roscadas para tuberías que utilizan las industrias del petróleo y el gas.
Hay una amplia variedad de tipos de rosca producidos bajo estándares de rosca nacionales e internacionales. Los tipos de hilo difieren en sus formas y dimensiones, y cada estándar define un tipo de hilo específico. En muchos casos, un estándar de tipo de hilo caracteriza los requerimientos específicos de ciertos giros industriales o campos de aplicación principal. Por ejemplo, los estándares de rosca UNJ y MJ se utilizan para la industria aeroespacial, y los estándares NPT y BSPT se asocian con tubería para las industrias del petróleo y el gas, así como con conectores de tuberías y accesorios.
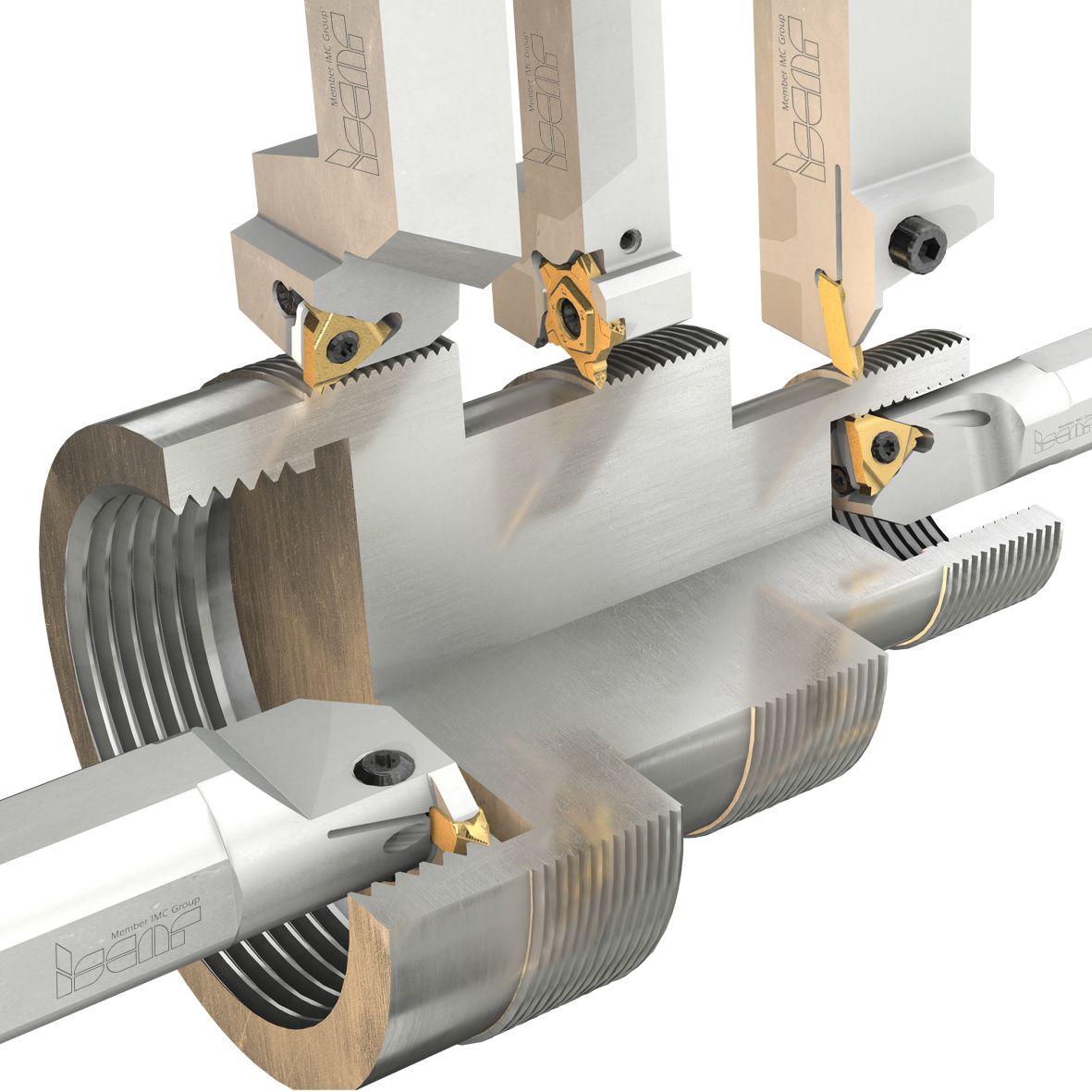
Las aplicaciones de torneado de roscas son uno de los métodos más productivos y comunes para producir roscas en piezas de trabajo rotativas.
El mercado actual de herramienta de corte intercambiable ofrece una amplia variedad de insertos y herramientas para el torneado de roscas. Las diferentes geometrías y métodos de sujeción de los insertos deben elegirse adecuadamente para cada aplicación.
Las aplicaciones exitosas de torneado de roscas dependen de la selección de la herramienta de roscado adecuada. Hay pasos simples para seleccionar correctamente una herramienta de roscado intercambiable; Primero, identifique si la rosca es externa o interna para elegir una herramienta de corte a mano derecha o izquierda.
Después de elegir la dirección de avance correspondiente al tipo de rosca, la descripción de la rosca se determinará según el dibujo de la pieza y la aplicación.
Típicamente, la descripción de la rosca será según los sistemas métrico o en pulgadas, acorde al estándar de rosca. En la mayoría de los casos, la descripción del hilo incluye los siguientes parámetros:
-
Clasificación por estándar
-
Paso de la rosca
-
Numero de inicios de rosca
-
Diámetro nominal
-
Longitud de la rosca
-
Clase de tolerancia
Con los valores del diámetro de rosca, paso y número de inicios, podemos calcular el ángulo de ataque de la rosca (ángulo de hélice) φ. Este valor será muy importante para los siguientes pasos de la selección del apoyo, y si una posible solución serán los insertos para roscado tipo 'lay-down'. Para una herramienta de este tipo, el ángulo de ataque (ángulo de hélice) determinará la elección de los apoyos.
Además de establecer el ángulo de ataque correcto (ángulo de hélice), el apoyo también soporta el filo de corte del inserto y protege a la herramienta en caso de la ruptura de los insertos.
Hay dos tipos de insertos para roscado: de perfil pleno o perfil parcial. Los insertos de perfil pleno producen tipos de rosca específicos, es decir, redondas (Rd) según el estándar DIN 405, British Standard Whitworth (BSW). Los insertos de perfil parcial requieren una operación de pre-torneado precisa.
La familia de insertos tipo 'laydown' de ISCAR ofrece una amplia gama de estándares de rosca para aplicaciones internas y externas. Los insertos para roscado tipo 'lay-down' se pueden dividir en 3 tipos principales:
-
Tipo G: insertos de uso general con deflector para maquinar diversos materiales de ingeniería. Estos insertos producen viruta corta.
-
Tipo M: insertos prensados con conformadores de viruta de forma sinterizada para un control de viruta eficiente. Aunque estos insertos son prensados a la medida, garantizan la misma precisión de rosca que los insertos tipo G. Cuando se realizan operaciones de roscado a profundidades de corte muy pequeñas, la eficiencia del conformador de viruta disminuye y no se recomienda el uso de los insertos tipo M.
-
Tipo B: Insertos rectificados periféricamente con conformadores de viruta prensados. La mejor combinación para materiales de viruta larga y acero inoxidable ISO M es un control de viruta eficiente y filos de corte vivos. Al maquinar piezas pequeñas, es favorable utilizar insertos con filos vivos y conformador de viruta para reducir las fuerzas de corte, y así evitar vibraciones.
Uno de los objetivos más frecuentes de los usuarios de herramienta es mejorar la productividad. Por tanto, además de los tres tipos de insertos principales mencionados anteriormente, y la subfamilia de tipo G, se diseñó un inserto de dientes múltiples. El principal objetivo de los insertos de dientes múltiples es incrementar la productividad, reduciendo los tiempos que toman los ciclos. El inserto de múltiples dientes viene equipado con dos o tres dientes; cada diente tiene una función diferente. Antes de utilizar el inserto de múltiples dientes, es importante asegurarse que el área de la rosca no esté cercana al hombro y que haya una ranura de liberación ancha para maquinar un hilo completo a lo largo de la pieza. Además del inserto tipo 'lay-down' estándar ISO, ISCAR ofrece diversos insertos de alojamiento cautivo. Los insertos de alojamiento cautivo se dividen dos tipos: de roscado de exteriores y de interiores, según su aplicación. A diferencia de la familia de insertos tipo 'lay-down' estándar ISO, los ángulos de incidencia ya están rectificados.
PENTACUT es una de las exitosas familias de insertos de alojamiento cautivo de ISCAR. Los insertos de roscado PENTACUT ofrecen una amplia variedad de beneficios:
-
¡5 filos de corte y una solución económica!
-
Conformador de viruta moldeado para un control de viruta eficiente.
-
Diseño robusto para mejores condiciones de corte y mayor productividad.
-
Subfamilia de insertos de perfil parcial especialmente diseñados para trabajar cerca de un hombro con filos de corte desviados.
-
Para roscado a mano derecha o izquierda.
-
Capacidad de maquinar entre paredes.
Asegurarse del grado de carburo adecuado para la aplicación es un paso importante. La selección de grado se relaciona directamente con el material de la pieza, la estabilidad del maquinado y los atributos de la aplicación. Las recomendaciones de grado se pueden encontrar en el catálogo de ISCAR. Recuerde que elegir el grado correcto puede incrementar significativamente la vida útil del inserto.
La amplia variedad de insertos de ISCAR cubre la mayor parte de la demanda de estándares de roscado del mercado. Con soluciones avanzadas para aplicaciones específicas, ISCAR puede ofrecer soluciones a la medida para responder a las solicitudes de los clientes.
La amplia experiencia de ISCAR con aplicaciones de roscado ofrece excelentes resultados a la industria metalmecánica.